В случае, если качество изделия имеет погрешность, для поиска начала сварочного шва применяется сенсор касания. Это увеличит время цикла сварки изделия и может потребоваться увеличение объёма применяемых компонентов системы, но позволит увеличить качество сварки деталей имеющих погрешность. Программное обеспечение сенсор касания и низкое напряжение чувствительного оборудования (24В), предусмотрены как часть стандартной комплектации робота. Сварочные программы могут быть параллельно смещены по двум плоскостям, путём касания проволокой, для установления смещения заготовки.
Сенсор слежения за сварочной дугой «Arc Sensor»
Плохое качество сварки может быть вызвано высокой погрешностью деталей или нагреванием материала во время сварки. Сенсор слежения за сварочной дугой исправляет автоматически такой вид отклонений быстрым вычислением и изменением во время сварки. Эта функция доступна только в комбинации с функциями колебательного движения во время сварки. Сенсор слежения за сварочной дугой может исправить погрешности только во время сварки. Невозможно исправить погрешность с отправной точки. Поэтому, необходимо начать колебательное движение в правильной контрольной точке. Или отправная точка всегда должна находиться на одном и том же месте или же используется сенсор касания, чтобы вычислить координаты начальной точки.
Лазерный датчик поиска сварочного шва
Высокоточный сенсор, использующий лазер для определения позиции заготовки для сварки.
Особенности:
Определение позиции заготовки;
Возможно совместное использование тактильного сенсора и лазерного сенсора;
Толщина используемой заготовки: 1,0 мм и более;
Точность +/- 0,3 мм;
Поверхность не должна быть полированной (неметаллы ( диэлектрики) допустимы).
Преимущества:
Достигает большей точности, чем тактильный сенсор;
Производит высокоточное определение как на тонкой пластине, так и на пластине средней толщины;
Осуществляет распознавание различных соединений;
Позволяет осуществлять визуальный контроль результата распознавания, используя пульт обучения робота;
Может быть использован в других сферах применения, кроме сварки.
DTPS
Область применения:
Оффлайн-программирование и редактирование существующих программ
Импорт трёхмерных данных САПР
Проектирование конфигурации комплекса (Компоновка)
Оценка доступа инструмента
Предотвращение столкновений
Расчёт времени цикла и продолжительности сварки
Структура средств G2 PC
Редактор ПК
DTPS G2
DTPS G2
Вспомогательные функции DTPS:
Функция сварного шва
Функция модификации
Функция внешней оси
Общие функции
И др.
Процесс компоновки комплекса
Используются стандартные 3D-компоненты Panasonic
Дополнительные компоненты комплексов можно создавать, используя функцию САПР DTPS
Создание конфигурации комплексов
Создание модулей с помощью функции САПР DTPS
Импорт 3D данных САПР с внешних носителей
Простота импорта данных САПР ( *.dxf, *.igs, *.stl, *.wrl, *.vrm)
Оценка доступа инструмента
Оценка доступа инструмента при модификации изделия
Оценка доступа инструмента при проектировании кондуктора
Предотвращение столкновений
Расчёт времени цикла и продолжительности сварки
Наличие данной информации позволяет разработать идеальную программу, а также рассчитать стоимость изготовления первой детали и оценить трудоёмкость.
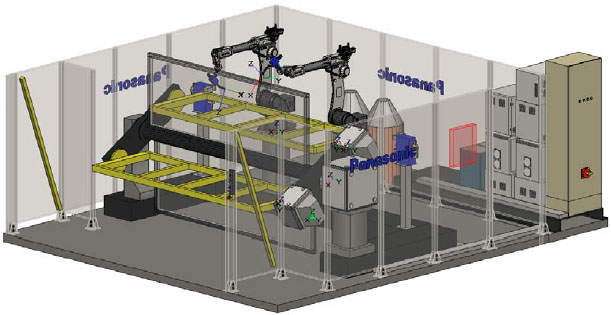
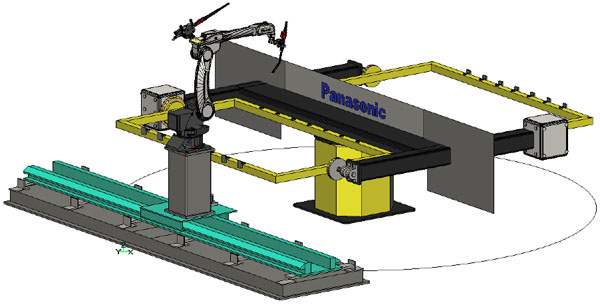
Примеры компоновки сварочных комплексов
Оперативность разработки конфигурации комплекса
Простота импорта данных САПР
Оффлайн-программирование, модификация и оптимизация уже существующих программ
Возможность проверки доступа инструмента в зону сварки и размещения деталей в сварочном кондукторе
Возможность оценки стоимости изготовления первой детали и трудоёмкости, благодаря наличию данных о времени цикла и продолжительности сварки
Мы используем файлы cookie для улучшения вашего опыта работы на нашем веб-сайте. Просматривая этот веб-сайт, вы соглашаетесь с тем, что мы используем файлы cookie.